


- Szkolenia i usługi dla laboratoriów
- Szkolenia dla branży spożywczej
- Szkolenia dla branży farmaceutycznej
- Pomiary | Kwalifikacja | Walidacja
- Kwalifikacja urządzeń
- Mapowanie temperatury
- Pomiary sprężonego powietrza
- Pomiary wentylacji
- Pomiary w pomieszczeniach czystych
- Pomiary w zakładach farmaceutycznych
- Przeglądy komór laminarnych
- Walidacja czyszczenia
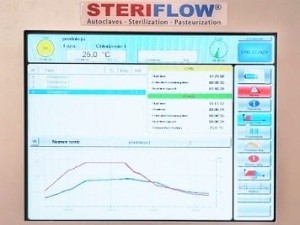
- Walidacja procesu sterylizacji
- Walidacja pomieszczeń czystych
- Produkcja higieniczna i aseptyczna
- Procesy termiczne
- Cleanroom
- Projektowanie instalacji technologicznych
- Laboratorium Wzorcujące BNT SIGMA
|
Biuro Naukowo-Techniczne SIGMA |
Produkcja higieniczna i aseptyczna
Aseptyczne zawory i zbiorniki procesowe | Obliczenia dla pasteryzacji i sterylizacji w przepływie | Aseptyczne pakowanie | Pomiary w strefach czystych |
Biuro Naukowo-Techniczne SIGMA jest organizatorem szkoleń i warsztatów dla inżynierów, technologów oraz pracowników działów zapewnienia jakości, zainteresowanych technicznymi i jakościowymi aspektami budowy i postępowania z liniami technologicznymi przeznaczonymi do produkcji aseptycznej. Podczas szkoleń serii Hygienic Design omówione zostają najważniejsze zagadnienia istotne z punktu widzenia zapewnienia odpowiedniej higieny procesu produkcji: materiały konstrukcyjne wykorzystywane w budowie linii aseptycznych, zasady projektowania czyszczenia CIP dla linii produkcji aseptycznej, zasady budowy oraz kluczowe funkcjonalności zaworów aseptycznych (w tym zaworów mixproof), pomp aseptycznych, zbiorników aseptycznych. Omówione zastają poszczególne typy połączeń aseptycznych (m.in. DIN 11864, tri-clamp, aseptyczne połączenia z o-ring), rozwiązania do aseptycznego uszczelniania części ruchomych, rozwiązania do aseptycznego poboru prób. Podczas gdy szkolenie Hygienic Design cz.1 koncentruje się na zagadnieniach związanych z budową tych elementów linii, z którymi ma kontakt wyrób (w części higienicznej oraz w części aseptycznej linii), to szkolenie Hygienic Design cz.2, porusza przede wszystkim od strony jakościowej tematykę medów i systemów pomocniczych (wody procesowej, wody lodowej, wody kotłowej, instalacji pary i kondensatu, klas czystości powietrza w strefach czystych, jakości sprężonego powietrza wg ISO 8573, wilgotności sprężonego powietrza, zawartości oleju w sprężonym powietrzu, smarów i lubrykantów).
Ofertę BNT SIGMA uzupełniają specjalistyczne usługi pomiarowe i walidacje stosowane na etapie odbiorów i zatwierdzania zmian wprowadzonych do higienicznych i aseptycznych linii produkcyjnych. Biuro Naukowo-Techniczne SIGMA wykonuje: testy czyszczenia zbiorników (test z fluoresceiną lub ryboflawiną), pomiary chropowatości powierzchni Ra i Rz w zbiornikach i instalacjach rurowych, pomiary ilości cząstek w powietrzu w strefach czystych oraz strefach o podwyższonych wymaganiach higienicznych (aseptyczne pakowanie, aseptyczny nalew), pomiary zanieczyszczeń w gazach sprężonych (sprężone powietrze, azot). BNT SIGMA również doświadczenia z zakresu projektowania oraz walidacji procesów termicznego utrwalania w przepływie żywności i napojów (pasteryzacja i sterylizacja) - możemy pomóc Państwa w firmie m.in. w ustaleniu wymaganego czasu pasteryzacji, temperatury pasteryzacji, wymaganej wartości Fo/Po, którą należy dostarczyć do wyrobu. Laboratorium Wzorcujące BNT SIGMA jest gotowe wykonać kalibracje termometrów oraz manometrów zainstalowanych na liniach produkcyjnych w Państwa zakładzie.
Produkcja higieniczna i aseptyczna
Hygienic Design cz.2 – Media oraz systemy pomocnicze w higienicznych procesach produkcyjnych (powietrze w obszarach produkcyjnych, sprężone powietrze, woda, para)

Forma szkolenia: ZDALNE NA ZAMÓWIENIE (TRENER ONLINE) DLA GRUPY PRACOWNIKÓW
Hygienic Design cz.1 – Higiena budowy i czyszczenie urządzeń produkcyjnych wchodzących w bezpośredni kontakt z produktem

Forma szkolenia: ZDALNE NA ZAMÓWIENIE (TRENER ONLINE) DLA GRUPY PRACOWNIKÓW
[ISO 14644-1] Kwalifikacja pomieszczeń i stref czystych (Cleanroom)
![[ISO 14644-1] Kwalifikacja pomieszczeń i stref czystych (Cleanroom)](/environment/cache/images/productGfx_358_300_300/klasyfikacja-pomieszczen-czystych-clean-room.jpg?overlay=1)
Forma świadczenia usługi: POMIAR NA MIEJSCU U KLIENTA
Badanie integralności filtrów HEPA i ULPA

Forma świadczenia usługi: POMIAR NA MIEJSCU U KLIENTA
Zawartość cząstek stałych w sprężonym powietrzu oraz innych gazach sprężonych - badanie klasy czystości sprężonego powietrza ISO 8573-1

Forma świadczenia usługi: POMIAR NA MIEJSCU U KLIENTA
Test ryboflawinowy - ocena zasięgu pracy głowic myjących i poprawności zwilżania powierzchni wewnętrznych zbiornika w trakcie CIP
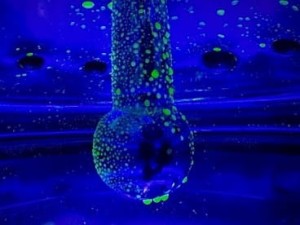
Forma świadczenia usługi: TEST NA MIEJSCU U KLIENTA
Pomiar chropowatości powierzchni Ra/Rz
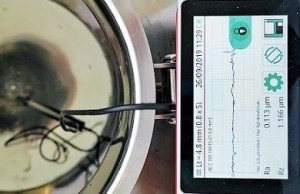
Forma świadczenia usługi: POMIAR W LABORATORIUM LUB NA MIEJSCU U KLIENTA
Kalibracja czujników temperatury, termometrów, pętli pomiaru temperatury
Forma świadczenia usługi: POMIARY NA MIEJSCU U KLIENTA, POMIARY W LABORATORIUM
Kalibracja (wzorcowanie) czujników ciśnienia, manometrów, pętli pomiaru ciśnienia

Forma świadczenia usługi: POMIARY NA MIEJSCU U KLIENTA, POMIARY W LABORATORIUM
Bardzo często produkty, które muszą cechować się „komercyjną sterylnością” lub być jałowe (wyroby medyczne), sterylizowane są w opakowaniu zamkniętym. W przypadku gdy produkt ma być utrwalony za pomocą procesu termicznego, ale sam wyrób lub opakowanie nie pozwala na sterylizację w opakowaniu jednostkowym, lub też gdy m.in. ze względów zbyt dużej energochłonności lub niepożądanej utraty jakości wyrobu obróbka termiczna w autoklawie nie jest preferowanym rozwiązaniem, rozwiązaniem może być produkcja wyrobu w warunkach aseptycznych (sterylizacja w przepływie) i aseptyczny nalew (ciecze) lub aseptyczne pakowanie (proszki, inne) do wysterylizowanego wcześniej opakowania. Zasadniczo aseptyczne wytwarzanie redukuje drobnoustroje do pożądanego poziomu oraz minimalizuje prawdopodobieństwo wystąpienia zanieczyszczenia mikrobiologicznego sterylnego/obrobionego już termicznie wyrobu. Uzasadnienie zastosowania przetwarzania aseptycznego jest zależne od produktu i jest nie opiera się wyłącznie na względach produkcyjnych.
Wytwarzanie aseptyczne wytwarza sterylny produkt poprzez skompletowanie poszczególnych części (produktu, pojemnika i systemu zamknięcia), które zostały wysterylizowane oddzielnie wcześniej przez zwalidowane i kontrolowane procesy odpowiednie dla każdego składnika. W każdym z tych procesów może dojść do niedostatecznej redukcji mikroflory początkowej, każdy z tych procesów może również doprowadzić do wtórnego zanieczyszczenia produktu. Rekontaminacja wyrobu aseptycznego może być spowodowana przez personel, sprzęt, urządzenia lub środowisko. Ważne jest, aby kontrolować wszystkie możliwe źródła zanieczyszczeń, aby aseptyczny proces produkcyjny utrzymał sterylność wcześniej wysterylizowanych komponentów.
Przykłady procesów, w których stosuje się przetwarzanie aseptyczne:
- aseptyczne postępowanie z roztworami, zawiesinami, proszkami oraz procesy napełniania i pakowania,
- aseptyczne postępowanie z, przenoszenie i pakowanie produktów stałych, w tym żywności, stałych wyrobów medycznych,
- aseptyczne postępowanie z, przenoszenie i pakowanie produktów złożonych,
- aseptyczne postępowanie z tkankami lub biologicznymi systemami produkcji (wyroby medyczne, produkcja farmaceutyczna).
Procesy sterylizacji produktu i komponentów stosowanych jako warunek wstępny przetwarzania aseptycznego są ustanowione i zatwierdzone oddzielnie do aseptycznych czynności przetwarzania. Tradycyjnie przetwarzanie aseptyczne przeprowadza się w pomieszczeniach czystych (clean room), w którym dopływ powietrza, materiały do clean room, sprzęt i ruch personelu, są zaprojektowane dla odpowiedniego utrzymania czystości środowiska pracy. Tradycyjne pomieszczenie czyste nie zawsze jest jednak konieczne do produkcji aseptycznej – możliwe jest stosowanie rozwiązań bazujących na ograniczonej przestrzeni o kontrolowanej jakości powietrza (izolatory, komory rękawicowe glove box)
Aby zapewnić sterylność produktu wytwarzanego w warunkach aseptycznych, kluczowe jest odpowiednie projektowanie i walidacja procesu wytwarzania, ocena ryzyka, strategia kontroli zanieczyszczeń - przede wszystkim zmniejszenie i kontrola ryzyka zanieczyszczenia cząstkami stałymi i drobnoustrojami. Skuteczne podejście do zarządzania ryzykiem jest niezbędnym narzędziem do rozwoju, walidacji i kontroli wytwarzania aseptycznego. Tylko wtedy, gdy wszystkie zagrożenia zanieczyszczeniem cząstkami stałymi i mikrobiologicznymi zostały zidentyfikowane, w miarę możliwości wyeliminowane lub zminimalizowane i kontrolowane, proces aseptyczny może być uznany za odpowiedni do zamierzonego celu.
Kontrola niektórych czynników zakaźnych (produkcja aseptycznych wyrobów medycznych) np. pierwotniaków, pasożytów może wymagać wieloaspektowego podejścia do zapewnienia bezpieczeństwa komponentów i produktów. Tego typu czynniki zakaźne zazwyczaj nie są uwzględniane w normach do sterylizacji końcowej lub przetwarzania aseptycznego.