


|
Biuro Naukowo-Techniczne SIGMA |
Sterylizacja żywności
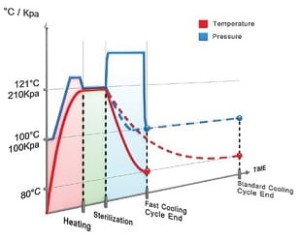
Sterylizacja żywności to proces termicznego utrwalania produktów spożywczych (w tym sterylizacja konserw mięsnych, rybnych i warzywnych), przeprowadzany w szczelnie zamkniętych opakowaniach. Optymalna temperatura sterylizacji wynosi zazwyczaj od 115°C do 121,1°C. Proces ten odbywa się w autoklawach ciśnieniowych i ma na celu zniszczenie ciepłoopornych przetrwalników bakterii patogennej Clostridium botulinum oraz przetrwalników i form żywych bakterii psujących, które znalazłyby możliwości wzrostu w danym wyrobie. Prawidłowo przeprowadzona sterylizacja gwarantuje, że żywność nie wymaga przechowywania w lodówce i zachowuje trwałość przez wiele lat.
Dla bezpieczeństwa zdrowotnego, proces musi dostarczyć do najzimniejszego punktu wyrobu wartość sterylizacyjną F0 = minimum 3 minuty. F0=3min odpowiada obróbce termicznej przez czas 3 minut w temperaturze 121,1°C. Ponieważ podczas sterylizacji temperatura wewnątrz produktu ciągle się zmienia, wszystkie temperatury produktu z przedziału około 115-123°C mogą zostać wzięte pod uwagę do obliczenia dostarczonej do wyrobu wartości F0. Docelowa wartość sterylizacyjna F0 będzie jednak wyższa niż 3 min, ze względu na potrzebę także istotnej redukcji przetrwalników bakterii psujących żywność, które to są zazwyczaj bardziej termoodporne niż przetrwalniki Clostridium botulinum.
Parametry sterylizacji w autoklawie. Ustalenie optymalnych warunków (docelowa temperatura sterylizacji, czas przetrzymania, nadciśnienie) zależy od rodzaju wyrobu i opakowania - tempa w jakim ciepło przenika do wnętrza produktu. Nie można mylić czasu sterylizacji wyrażanego w minutach jako jako F0 z docelowymi nastawami autoklawu. W praktyce przemysłowej i rzemieślniczej czasy sterylizacji (czasy fazy przetrzymania w autoklawie) są często bardzo długie np. od 30 do 90 minut w zależności od pojemności puszki lub słoika. Sterylizacja konserw wymaga dłuższego czasu ogrzewania, ponieważ ciepło w produktach stałych (np. konserwy mięsne) jest przekazywane poprzez przewodzenie, które jest mniej efektywne niż przekazywanie ciepła na zasadzie konwekcji (sterylizacja żywności ciekłej). Sterylizacja produktów spożywczych będzie trwała dłużej w wyrobach zawierających cząstki (sterylizacja warzyw) lub przeznaczonych na rynki o ciepłym klimacie (parametry sterylizacji muszą pozwolić na niszczenie przetrwalników bakterii ciepłolubnych). Dłuższych czasów będzie wymagała również sterylizacja konserw, których wsad tworzą surowce o podwyższonym ładunku mikrobiologicznym (sterylizacja produktów do żywienia zwierząt). Aby zapobiec rozszczelnieniu opakowań (zwłaszcza zerwaniu wieczek ze słoików lub deformacji puszek), kluczowe jest zastosowanie autoklawu z przeciwciśnieniem. W BNT SIGMA pomagamy precyzyjnie dobrać te parametry, przeprowadzając walidację i potwierdzając osiągnięcie wymaganej wartości F0.
Ustalenie warunków sterylizacji w autoklawie (temperatury docelowej procesu sterylizacji, czasu fazy przetrzymania, ciśnienia w autoklawie), będzie uzależnione od charakterystyki samego wyrobu i opakowania (m.in. wrażliwości wyrobu i opakowania na wysoką temperaturę), ale także innych czynników procesowych - jednorodności temperatury opakowań wprowadzanych do autoklawu, jednorodności temperatury występującej w przestrzeni roboczej autoklawu. Zarówno wysoka temperatura sterylizacji (i krótszy czas czas sterylizacji), jak i niska temperatura sterylizacji (i wydłużony czas sterylizacji), mają szansę dostarczyć wymaganą wartość sterylizacyjną F0 do wnętrz produktu, natomiast prowadzenie procesu w wyższych temperaturach zazwyczaj pozwoli zmniejszyć straty jakościowe wyrobu. Podczas procesu walidacji sterylizacji danej receptury wyrobu, potwierdzony zostaje fakt dostarczenia do wyrobu wymaganej wartości F0 (pochodna temperatury i czasu sterylizacji). Warto zaznaczyć, że opakowania testowe przygotowywane powinny zostać zgodnie z zasadą "najgorszego przypadku" - powinny odzwierciedlać zmienność procesu wytwarzania wyrobu spożywczego oraz spodziewaną zmienność procesu odbywającego się w samym autoklawie.
Co można sterylizować? Procesowi poddaje się konserwy owocowo-warzywne (kukurydza, groszek), pasztety, konserwy mięsne, rybne, dania gotowe czy produkty dla zwierząt. Wykorzystuje się opakowania takie jak puszki, słoiki, worki (pouch) czy tacki. Pasteryzacja a sterylizacja: pasteryzacja to łagodniejsza obróbka (zwykle poniżej 100°C) dla produktów kwaśnych (pH poniżej 4,6), podczas gdy sterylizacja wykorzystuje temperatury powyżej 100°C dla żywności o wyższym pH.
Skontaktuj się z Biurem Naukowo-Technicznym SIGMA, jeśli chcesz przeszkolić pracowników, zlecić pomiary procesów termicznych (mapowanie temperatur w autoklawie, testy penetracji ciepła, zbadanie jaka powinna być temperatura sterylizacji dla Twojego wyrobu) lub wykonać wzorcowanie aparatury (manometrów, czujników temperatury).
KONTAKT:
Email: info@bnt-sigma.pl
Telefon: 530 30 90 30
Sterylizacja żywności
Szkolenie: Pasteryzacja i sterylizacja wyrobów w opakowaniu
Forma szkolenia: NA MIEJSCU W PAŃSTWA FIRMIE lub ZDALNIE NA ZAMÓWIENIE (TRENER ONLINE)
Mapowanie temperatury w autoklawie – wyznaczanie najzimniejszego punktu w autoklawie, badanie rozkładu temperatur w autoklawie [autoklawy spożywcze/przemysłowe]
![Mapowanie temperatury w autoklawie – wyznaczanie najzimniejszego punktu w autoklawie, badanie rozkładu temperatur w autoklawie [autoklawy spożywcze/przemysłowe]](/environment/cache/images/productGfx_475_300_300/mapowanie-autoklawu.jpg?overlay=1)
Forma świadczenia usługi: PRACA NA MIEJSCU U KLIENTA, PRACA ZDALNA
Ciśnienie w autoklawie: Pomiar różnicy ciśnienia między wnętrzem opakowania a komorą autoklawu, ustalanie profilu ciśnienia w trakcie procesu termicznego, zapobieganie uszkodzeniom opakowań w autoklawie
Forma świadczenia usługi: PRACA NA MIEJSCU U KLIENTA, PRACA ZDALNA
Testy penetracji ciepła do wyrobu poddawanego procesowi sterylizacji/ pasteryzacji w autoklawie, wyznaczanie dostarczonej wartości F0/P0
Forma świadczenia usługi: PRACA NA MIEJSCU U KLIENTA, PRACA ZDALNA
Walidacja i kontrola procesu sterylizacji w autoklawie z wykorzystaniem testów biologicznych

Forma świadczenia usługi: PRACA NA MIEJSCU U KLIENTA, PRACA ZDALNA
Kalibracja czujników temperatury, termometrów, pętli pomiaru temperatury
Forma świadczenia usługi: POMIARY NA MIEJSCU U KLIENTA, POMIARY W LABORATORIUM
Kalibracja (wzorcowanie) czujników ciśnienia, manometrów, pętli pomiaru ciśnienia

Forma świadczenia usługi: POMIARY NA MIEJSCU U KLIENTA, POMIARY W LABORATORIUM
Spis treści:
- 1. Sterylizacja konserw w autoklawie przemysłowym i rzemieślniczym
- 2. Temperatura sterylizacji i czas trwania
- 3. Wpływ wsadu na sterylizację (Tabela)
- 4. Pasteryzacja a sterylizacja (granica pH 4,6)
- 5. Mapowanie autoklawu i komercyjna sterylność
- 6. Apertyzacja – metoda konserwowania Nicolasa Apperta
- 7. FAQ - Najczęściej zadawane pytania
1. Sterylizacja konserw w autoklawie przemysłowym i rzemieślniczym
Sterylizacja konserw (puszek, słoików, opakowań typu pouch) to precyzyjny proces termiczny. Powszechnie przyjmuje się, że głównym celem sterylizacji przemysłowej jest dostarczenie do najzimniejszego punktu opakowania minimalnego procesu termicznego F0 = 3 minuty. Stanowi to odpowiednik procesu 12 x D dla Clostridium botulinum (tj. 0,24 minuty w temp. 121°C). Taki proces gwarantuje, że akceptowalne ryzyko przeżycia tych niezwykle niebezpiecznych dla zdrowia zarodników wynosi zaledwie 1 na 1012 opakowań.
W praktyce, aby zabezpieczyć konserwę nie tylko przed jadem kiełbasianym, ale również przed psuciem przez inne termofilne bakterie przetrwalnikujące obecne w handlu, dąży się do wartości F0 wyższych niż 3 (zazwyczaj od 8 do 15). Ważne, aby w autoklawie najzimniejszy punkt miał F0 nie mniejsze niż 3, co najwyżej 33% partii mieściło się w przedziale F0 3-5, a pozostałe opakowania osiągały F0 > 5.
2. Temperatura sterylizacji i czas trwania
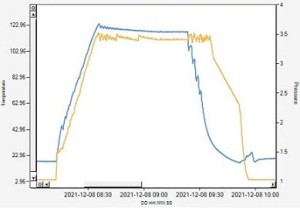
Optymalna temperatura sterylizacji jest kluczowa z punktu widzenia fizyki nagrzewania i wynosi najczęściej od 115°C do 125°C. Doświadczenia BNT SIGMA wskazują, że często w wyrobie zliczona zostaje zbyt niska wartość F0, ponieważ sterylizacja temperatura w autoklawie została ustawiona zbyt nisko. Należy pamiętać, że wartość sterylizacyjna F zlicza się bardzo wolno, gdy temperatura produktu znajduje się w przedziale 115°C – 118°C. Nawet jeśli temperatura sterylizacji jest ustawiona na 121°C, najzimniejszy punkt we wnętrzu puszki przez długi czas pozostanie o kilka stopni chłodniejszy. Czas sterylizacji musi zatem równoważyć tę dynamikę. Wymaga to niezawodnej kontroli temperatury autoklawu ze stabilnością (np. +/- 0,5°C) podczas fazy właściwej.
3. Wpływ wsadu na sterylizację: Mięso, ryby i płyny (Tabela)
Sterylizacja konserwy o dużej zawartości cząstek stałych różni się diametralnie od sterylizacji płynów. Zmiany w proporcjach składników (np. zmiana ilości groszku względem zalewy w mieszance warzyw) mogą znacząco przesunąć zimny punkt i zagrażać bezpieczeństwu. Tabela poniżej podsumowuje te różnice:
| Rodzaj produktu (Wsad) | Główny sposób wymiany ciepła | Dynamika nagrzewania | Wpływ na czas sterylizacji |
|---|---|---|---|
| Konserwy mięsne, pasztety | Przewodzenie (Kondukcja) | Bardzo powolna penetracja ciepła. Trudne chłodzenie. | Znacznie wydłużony czas sterylizacji. |
| Zupy, napoje, buliony | Przenoszenie (Konwekcja) | Szybkie i równomierne nagrzewanie płynu w puszce. | Krótszy czas procesu. Mniejsze straty jakości. |
| Konserwy warzywne w zalewie | Mieszane (Przewodzenie + Konwekcja) | Zależna od proporcji stałych kawałków do cieczy i gęstości zalewy. | Zmienny. Wymaga bezwzględnej walidacji i testów F0. |
Powyższe mechanizmy tłumaczą również, dlaczego domowa "sterylizacja przetworów na własny użytek" (bez ciśnienia, w zwykłym garnku) nie jest w stanie zagwarantować dostarczenia F0=3 dla mięsa i warzyw, stanowiąc ryzyko dla zdrowia. Wymagany jest autoklaw kontrolujący ciśnienie wewnętrzne opakowania. Sterylizacja puszek z rybami również podlega temu wymogowi i zawsze zaczynamy od pomiarów penetracji ciepła do najzimniejszego miejsca.
4. Pasteryzacja a sterylizacja wyrobów na granicy pH 4,6
Wartość pH 4,6 jest powszechnie na świecie przyjętą granicą decydującą o tym, czy zastosowana zostanie pasteryzacja, czy sterylizacja żywności. Produkty kwaśne (pH poniżej 4,6) można pasteryzować łagodniej, natomiast w wyrobach o pH > 4,6 rozwijają się przetrwalniki chorobotwórcze, wymagające temperatur powyżej 100°C. Jeśli dany wyrób okresowo oscyluje wokół tej wartości, technologicznie należy go traktować jako produkt niskokwasowy (pH > 4,6) i zaprojektować pełny proces sterylizacji.
5. Mapowanie autoklawu i komercyjna sterylność
Zarówno sterylizacja, jak i pasteryzacja to często w zakładach Krytyczny Punkt Kontrolny (CCP) w systemie HACCP. Urządzenia związane z CCP wymagają szczególnego nadzoru, co oznacza, że mapowanie temperatur w autoklawie (rozkład temperatur) powinno być wykonywane okresowo, np. co 2 lata, a także zawsze po modyfikacjach sprzętu. Ustalenie parametrów zaczyna się od walidacji warunków wstępnych (jakość wody chłodzącej, odgazowanie).
Czy konserwa jest po sterylizacji bezwzględnie jałowa? Nie. Zjawisko to nazywa się "sterylnością komercyjną". Niszczone są wszystkie formy wegetatywne (patogeny i psujące) oraz przetrwalniki, które miałyby szansę rozwinąć się w danej strefie klimatycznej. Jeśli projektujemy konserwę na rynki gorące (powyżej 30-40°C), musimy zniszczyć dodatkowo najbardziej ciepłooporne przetrwalniki termofilne, co wymaga jeszcze ostrzejszych parametrów procesu. Parametry wylicza się zazwyczaj tak, by prawdopodobieństwo zepsucia mikrobiologicznego gotowych konserw w handlu wynosiło ok. 1 na 10.000 sztuk (o ile opakowanie nie utraci hermetyczności).
6. Apertyzacja - metoda konserwowania żywności Nicolasa Apperta
Apertyzacja jest procesem termicznego utrwalania, którego twórcą jest francuski wynalazca Nicolas Appert (ur. 1749). Na początku XIX w. udowodnił on empirycznie, że długotrwałe ogrzewanie żywności (wołowina, groszek) w hermetycznych butelkach we wrzącej wodzie zapobiega jej psuciu, za co otrzymał nagrodę od Napoleona Bonaparte. Wyniki swoich prób zawarł w przełomowej książce. Z czasem Anglicy (Bryan Donkin, John Gamble, John Hall) zastąpili szkło trwalszymi, metalowymi puszkami. Choć mechanizm zepsucia (mikroorganizmy) został odkryty i opisany naukowo dopiero przez Ludwika Pasteura (od jego nazwiska mamy dziś pasteryzację), to praca Apperta dała fundament pod współczesną przemysłową sterylizację konserw.
7. FAQ - Najczęściej zadawane pytania o sterylizację żywności
Jaką temperaturę ma sterylizacja konserw?
Temperatura sterylizacji przemysłowej wynosi najczęściej od 115°C do 125°C. Wartością referencyjną (bazową) do obliczeń dla procesów związanych z zanieczyszczeniami przetrwalnikującymi jest najczęściej temperatura 121,1°C (250°F).
Ile trwa sterylizacja w autoklawie?
Czas jest bezpośrednio uzależniony od objętości opakowania oraz gęstości (lepkości) wsadu. Dla płynów sterylizacja może trwać od kilkunastu do 30 minut, z kolei sterylizacja zbitych konserw mięsnych z przewodzeniowym charakterem nagrzewania może wymagać nawet ponad 60-90 minut fazy właściwej.
Co to znaczy produkt sterylizowany?
Produkt sterylizowany (np. konserwa) to produkt poddany odpowiedniej obróbce termicznej w wyznaczonym nadciśnieniu, po której wyeliminowano lub zredukowano do bezpiecznego poziomu przetrwalniki bakterii chorobotwórczych (komercyjna sterylność). Dzięki temu produkt jest trwały i można go przechowywać poza lodówką.
Czym się różni sterylizacja od pasteryzacji?
Pasteryzacja to łagodniejsza forma obróbki (najczęściej w ciśnieniu atmosferycznym, w temp. do 100°C), stosowana do żywności kwaśnej (o pH poniżej 4,6). Sterylizacja, z użyciem wyższych ciśnień i temperatur powyżej 100°C, jest obligatoryjna dla żywności o niskiej kwasowości (pH > 4,6), gdzie mogą rozwijać się jady bakteryjne.
AUTOR WPISU

Krzysztof Żarczyński
Senior Validation Engineer, Biuro Naukowo-Techniczne SIGMA
Pracował jako specjalista ds. walidacji w Zakładach Farmaceutycznych Polpharma w Starogardzie Gdańskim, koordynator ds. zmian w Dziale Transferów Produktów i Technologii w GlaxoSmithKline Pharmaceuticals w Poznaniu, Quality Manager w ADM Szamotuły. Odpowiedzialny za walidację urządzeń i instalacji oraz system zarządzania jakością w Centrum R&D Unilever w Poznaniu. Obecnie pomiarowiec, konsultant i trener w BNT SIGMA. Odpowiedzialny za kwalifikacje pomieszczeń czystych, pomiary czystości sprężonego powietrza, pomiary procesów termicznych (pasteryzacja i sterylizacja żywności). Członek Komitetu Technicznego nr 161 ds. Jakości Powietrza Wnętrz, Komitetu Technicznego nr 317 ds. Klimatyzacji i Wentylacji, Komitetu Technicznego nr 15 ds. Maszyn i Urządzeń dla Przemysłu Spożywczego oraz Komitetu Technicznego nr 295 ds. Sterylizacji w Polskim Komitecie Normalizacyjnym.
Kontakt:
Email: info@bnt-sigma.pl
Kom: +48 530 30 90 30