


|
Biuro Naukowo-Techniczne SIGMA |
Testy penetracji ciepła do wyrobu poddawanego procesowi sterylizacji/ pasteryzacji w autoklawie, wyznaczanie dostarczonej wartości F0/P0

Cena regularna:
Cena regularna:
towar niedostępny
 Szczegółowy opis
Szczegółowy opis
Testy penetracji ciepła do wyrobu poddawanego procesowi sterylizacji/pasteryzacji w autoklawie, wyznaczanie dostarczonej wartości F0/P0
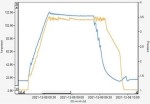
Test penetracji ciepła (ang. Heat Penetration Test) wykonuje się w celu określenia tempa ogrzewania produktu oraz wyznaczenia wartości F0 / P0 dostarczanej do wnętrza opakowania. W pomiarach penetracji ciepła temperatura osiągana przez wsad oraz wartość F0 / P0 rejestrowana jest przez czujniki temperatury umieszczone wewnątrz opakowania. Opakowania testowe umieszczane są w obrębie "zimnego miejsca autoklawu" (wyznaczonego w trakcie mapowania temperatur w autoklawie), natomiast punkt pomiarowy wewnątrz opakowań testowych powinien znajdować się w wyznaczonym wcześniej "najzimniejszym punkcie opakowania". Produkt umieszczony w opakowaniach testowych przygotowywany jest zgodnie z zasadą „najgorszego przypadku”, tak aby objąć możliwą zmienność parametrów produktu i procesu produkcyjnego, które mogą pojawić się w trakcie rutynowo prowadzonej produkcji, a które mają wpływ na przebieg procesu pasteryzacji/ sterylizacji w autoklawie.
Wyniki pomiarów penetracji ciepła, w połączeniu z wynikami pomiarów rozkładu temperatur w autoklawie i informacją o wymaganym stopniu obróbki termicznej wyrobu (wartości F0/ P0 wymaganej dla osiągnięcia bezpieczeństwa i komercyjnej sterylności opakowań), umożliwiają potwierdzenie zaprojektowanych parametrów procesu pasteryzacji/sterylizacji i stanowią walidację procesu wytwarzania danego wyrobu.
Przebieg realizacji usługi
1. Omówienie z Klientem (telefonicznie, w formie wideokonferencji, mailowo):
-
Bieżącego statusu autoklawu (m.in. czy/kiedy/z użyciem jakiej liczby czujników zostało przeprowadzone ostatnie mapowanie temperatury w autoklawie)
-
Wniosków z przeprowadzonych wcześniej kwalifikacji autoklawu (czy kolejne mapowania prowadziły do wyznaczenia zimnego/najwolniej ogrzewanego miejsca w podobnym obszarze autoklawu, czy znane jest najcieplejsze miejsce autoklawu);
-
Podstawowych informacji na temat walidowanego produktu i procesu (pasteryzacja/ sterylizacja, rodzaj i wielkość opakowania, sposób ogrzewania produktu – konwekcja/przewodzenie; produkt bez cząstek/z cząstkami);
-
Wniosków z przeprowadzonych testów wyznaczania zimnego miejsca w opakowaniu oraz z przeprowadzonych wcześniej pomiarów penetracji ciepła (czy znane jest zimne miejsce w opakowaniu, czy wykonywano już pomiary penetracji ciepła dla danego/podobnych wyrobów/formatów opakowania);
-
Problemów, które obserwowane są z danym/podobnymi produktami (uszkodzenia opakowań, wzrost mikrobiologiczny itp.);
-
Ewentualnych specyficznych wymagań zamawiającego np. odnośnie metodyki pomiarów, języka raportowania;
-
Ewentualnych specyficznych ograniczeń po stronie zamawiającego np. sposób, typowy czas załadunku i rozładunku koszy.
2. Wspólne uzgodnienie planu testów, w szczególności:
-
Podejścia do konstrukcji „najgorszego przypadku” dla opakowań testowych (np. masa/objętość wyrobu w opakowaniu, wielkość headspace; proporcje poszczególnych składników; ilość cząstek; kształt i wielkość cząstek; minimalna i maksymalna temperatura początkowa produktu, inne).
-
Ilości opakowań testowych (/czujników) wykorzystywanych w jednej serii pomiarowej/produkcyjnej;
-
Ilości powtórzeń serii pomiarowych/produkcyjnych;
-
Opcjonalnie: Podejścia do wyznaczania zimnego miejsca w opakowaniu;
-
Opcjonalnie: Podejścia do testów różnicy ciśnień między wnętrzem opakowania a komorą autoklawu;
-
Opcjonalnie: Podejścia do testów penetracji ciepła do opakowań umieszczonych w najszybciej chłodzonym miejscu autoklawu.
3. Przeprowadzenie pomiarów w zakładzie zgodnie z ustalonym planem.
4. Opracowanie raportu - maksymalnie w ciągu 14 dni od zakończenia testów specjalista BNT SIGMA opracowuje raport, który zawiera m.in.: analizę otrzymanych danych, opis parametrów ujętych w „najgorszym przypadku”, schematy umieszczenia w autoklawie opakowań testowych, dane surowe, kopię świadectw wzorcowania sprzętu pomiarowego użytego w testach.
Wykorzystywany system pomiarowy
W testach penetracji ciepła wykorzystujemy zwalidowany system loggerowy - bezprzewodowe rejestratory temperatury odczytywane po zakończonym procesie termicznym. Rozwiązanie to pozwala na sprawne przygotowanie opakowań testowych i zminimalizowanie zakłóceń produkcji przez prowadzone testy walidacyjne.
Zestaw czujników do wykorzystania w testach penetracji ciepła (w konfiguracji uzgodnionej z Klientem):
- Bezprzewodowe rejestratory temperatury (10 sztuk)
Dokładność lepsza niż ±0,1°C; rozdzielczość 0,01°C; zakres pomiarowy 25-140°C; zanurzalne, zatapialne (IP 68); szybki czas odpowiedzi dzięki sondzie o szerokości 3mm.
Najmniejsze loggery o masie 13 g i wymiarach zewnętrznych:
- część główna logera: średnica 17mm, wysokość 14mm,
- podstawa sondy: średnica 14mm, wysokość 5mm,
- sonda: średnica 3mm, wysokość 11mm.
Powyższe wymiary ograniczają możliwości wykonania pomiarów w małych opakowaniach.
Cena wykonania pomiarów penetracji ciepła do opakowania produktu
Cena realizacji usługi uzależniona jest m.in. od ilości wykonywanych serii pomiarowych / ilości dni pomiarowych, lokalizacji zakładu. Przykładowo, gdy realizowane są dwie serie pomiarowe w ciągu tego samego dnia i zakład znajduje się w odległości do 200km od Poznań, cena usługi wynosi 6400 PLN netto (+ 23% VAT). Zapraszamy do kontaktu celem przygotowania szczegółowej oferty cenowej.
KONTAKT W SPRAWIE POMIARÓW:
Email: info@bnt-sigma.pl
Telefon: 530 30 90 30
Produkty powiązane
Ciśnienie w autoklawie: Pomiar różnicy ciśnienia między wnętrzem opakowania a komorą autoklawu, ustalanie profilu ciśnienia w trakcie procesu termicznego, zapobieganie uszkodzeniom opakowań w autoklawie
Cena netto (za usługę/grupę): 4 700,00 zł
Mapowanie temperatury w autoklawie – wyznaczanie najzimniejszego punktu w autoklawie, badanie rozkładu temperatur w autoklawie [autoklawy spożywcze/przemysłowe]
![Mapowanie temperatury w autoklawie – wyznaczanie najzimniejszego punktu w autoklawie, badanie rozkładu temperatur w autoklawie [autoklawy spożywcze/przemysłowe]](/environment/cache/images/productGfx_475_150_150/mapowanie-autoklawu.jpg?overlay=1)
Cena netto (za usługę/grupę): 5 400,00 zł
Szkolenie: Pasteryzacja i sterylizacja wyrobów w opakowaniu

Cena netto (za usługę/grupę): 11 200,00 zł
Kalibracja czujników temperatury, termometrów, pętli pomiaru temperatury

Cena netto (za usługę/grupę): 390,00 zł
Kalibracja (wzorcowanie) czujników ciśnienia, manometrów, pętli pomiaru ciśnienia

Cena netto (za usługę/grupę): 390,00 zł