


|
Biuro Naukowo-Techniczne SIGMA |
Ciśnienie w autoklawie: Pomiar różnicy ciśnienia między wnętrzem opakowania a komorą autoklawu, ustalanie profilu ciśnienia w trakcie procesu termicznego, zapobieganie uszkodzeniom opakowań w autoklawie

Cena regularna:
Cena regularna:
towar niedostępny
 Szczegółowy opis
Szczegółowy opis
Ciśnienie w autoklawie - pomiar różnicy ciśnienia między wnętrzem opakowania a komorą autoklawu, ustalanie profilu ciśnienia w trakcie procesu termicznego, zapobieganie uszkodzeniom opakowań w autoklawie
| Ciśnienie w autoklawie | Uszkodzenia opakowań | Defekty opakowań | Nadciśnienie w autoklawie | Testy poprzedzające pomiary penetracji ciepła do opakowania |
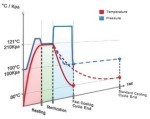
Nadciśnienie stosowane w autoklawie musi zapobiegać rozszerzaniu się opakowania podczas etapu ogrzewania oraz skompensować spadek ciśnienia w komorze autoklawu na etapie chłodzenia - w szczególności w jego początkowej fazie w autoklawach parowych, parowo-powietrznych, wodno-kaskadowych. Nadmierne rozszerzanie się opakowania w fazie ogrzewania, przy zbyt niskim nadciśnieniu w autoklawie, może negatywnie wpłynąć nie tylko na integralność zamknięcia, ale również na skuteczność samego procesu termicznego ze względu na wydłużenie się ścieżki termalnej (w szczególności w przypadku opakowań elastycznych i półelastycznych). Zbyt wysokie ciśnienie w przestrzeni autoklawu względem wnętrza opakowań, to ryzyko uszkodzeń opakowań. Nawet jeśli zbyt wysokie ciśnienie w autoklawie nie prowadzi do utraty szczelności opakowania, to może ono skutkować deformacją opakowania - wpłynąć na wygląd opakowania i zachowania konsumenckie podczas zakupu. Najbardziej krytycznym etapem procesu termicznego jest początek etapu chłodzenia, gdy do przestrzeni autoklawu wprowadzane jest zimne medium chłodzące i gdy następuje skroplenie pary wodnej obecnej w przestrzeni autoklawu. Niedostatecznie szybko uzupełniony przez sprężone powietrze spadek ciśnienia w autoklawie może doprowadzić do uszkodzenia/rozerwania opakowań, rekontaminacji wyrobu podczas etapu chłodzenia lub też po opuszczeniu przez wyrób autoklawu.
Obserwowana różnica ciśnień między wnętrzem opakowania a komorą autoklawu jest jednak wypadkową wielu czynników kształtowanych przez operacje mające miejsce jeszcze przed samym procesem pasteryzacji/ sterylizacji w autoklawie. W zrządzaniu ciśnieniem w opakowaniach, duże znaczenie będzie miała m.in.:
- temperatura wyrobu/ rozrzut temperatury wyrobu w momencie rozpoczęcia cyklu w autoklawie,
- wielkość/rozrzut wielkości headspace w opakowaniach,
- sposób realizacji etapów wytwarzania i pakowania mających wpływ na stopień napowietrzenia produktu i ilość powietrza obecnego w opakowaniach.
Zapraszamy do kontaktu Z BNT SIGMA jeżeli zamierzają Państwo w sposób kompleksowy dokonać oceny czynników wpływających na ciśnienie budowane w opakowaniu w trakcie procesu termicznego oraz wykonać pomiary różnicy ciśnienia między wnętrzem opakowania a komorą autoklawu w celu ewentualnej korekty parametrów pracy autoklawy.
Przebieg realizacji usługi
-
Zapoznanie się specjalisty BNT SIGMA ze wskazanymi przez Klienta recepturami wyrobów w obecności technologa produktu/technologa produkcji. Dyskusja, omówienie dotychczasowych doświadczeń, problemów i wykonanych już pomiarów. Zapoznanie się z raportem z walidacji autoklawów, planem HACCP. Omówienie z technologiem zmienności parametrów produktu i procesu produkcyjnego, które mają bezpośredni wpływ na wielkość ciśnienia budowanego wewnątrz opakowania m.in. operacje wpływające na stopień napowietrzenia produktu, rozlew do opakowań (zmienność masy/objętości produktu w opakowaniu, zmienność wielkości headspace), wahania temperatury produktu wchodzącego do autoklawu, inne). Przegląd zapisów z realizowanej kontroli procesu.
-
Szczegółowe zapoznanie się z linią produkcyjną w trakcie produkcji.
-
Wykonanie serii pomiarów różnicy ciśnienia między wnętrzem opakowania a komorą autoklawu.
-
Po wizycie (maksymalnie w ciągu 14 dni od zakończenia wizyty), specjalista BNT SIGMA opracowuje raport, który zawiera: wyniki wykonanych pomiarów, analizę otrzymanych danych, sugerowane kierunki zmian.
Wykorzystywany system pomiarowy
W testach wykorzystujemy zwalidowany system loggerowy - bezprzewodowe rejestratory ciśnienia oraz temperatury i ciśnienia odczytywane po zakończonym procesie termicznym. Rozwiązanie to pozwala na sprawne przygotowanie opakowań testowych i zminimalizowanie zakłóceń produkcji przez prowadzone testy.
Zestaw czujników do wykorzystania w testach (w konfiguracji uzgodnionej z Klientem):
- Bezprzewodowy rejestrator temperaturowo-ciśnieniowy (1 szt.)
Temperatura: dokładność lepsza niż ±0,1°C; rozdzielczość 0,02°C; zakres pomiarowy 25-140°C;
Ciśnienie: dokładność lepsza niż ± 15 mbar, rozdzielczość 2mbar, zakres pomiarowy 50mbar-5bar; zanurzalny, zatapialny (IP 68); szybki czas odpowiedzi dzięki sondzie o szerokości 3mm; masa: 145 g; wymiary zewnętrzne: średnica 35mm i wysokość całkowita 55 mm, pozioma sonda temperatury o długości 20mm (zwiększa lokalnie średnicę loggera). - Bezprzewodowe rejestratory ciśnienia (2 szt.)
Dokładność lepsza niż ± 15 mbar, rozdzielczość 2mbar, zakres pomiarowy 50mbar-5bar; zanurzalne, zatapialne (IP 68), masa: 145 g; wymiary zewnętrzne: średnica 35mm i wysokość całkowita 55 mm.
Powyższe wymiary ograniczają możliwość wykorzystania rejestratorów do pomiarów wewnątrz małych opakowań.
KONTAKT W SPRAWIE POMIARÓW CIŚNIENIA W AUTOKLAWIE:
Email: info@bnt-sigma.pl
Telefon: 530 30 90 30
Produkty powiązane
Mapowanie temperatury w autoklawie – wyznaczanie najzimniejszego punktu w autoklawie, badanie rozkładu temperatur w autoklawie [autoklawy spożywcze/przemysłowe]
![Mapowanie temperatury w autoklawie – wyznaczanie najzimniejszego punktu w autoklawie, badanie rozkładu temperatur w autoklawie [autoklawy spożywcze/przemysłowe]](/environment/cache/images/productGfx_475_150_150/mapowanie-autoklawu.jpg?overlay=1)
Cena netto (za usługę/grupę): 5 400,00 zł
Testy penetracji ciepła do wyrobu poddawanego procesowi sterylizacji/ pasteryzacji w autoklawie, wyznaczanie dostarczonej wartości F0/P0
Cena netto (za usługę/grupę): 4 900,00 zł
Szkolenie: Pasteryzacja i sterylizacja wyrobów w opakowaniu

Cena netto (za usługę/grupę): 11 200,00 zł
Kalibracja czujników temperatury, termometrów, pętli pomiaru temperatury

Cena netto (za usługę/grupę): 390,00 zł
Kalibracja (wzorcowanie) czujników ciśnienia, manometrów, pętli pomiaru ciśnienia

Cena netto (za usługę/grupę): 390,00 zł
Walidacja i kontrola procesu sterylizacji w autoklawie z wykorzystaniem testów biologicznych

Cena netto (za usługę/grupę): 3 200,00 zł